电话:13929497905
Q Q:1126676817
邮箱:1126676817@qq.com
网址: www.plusmns.com
地址:广东省东莞市长安镇普美路4号2栋102室
是国际上在机械加工领域中流行的一种加工方法,是一种先进的制造技术。组合加工是在一台机床上实现多种不同的加工工艺。组合铣削是一种应用广泛、难度较大的加工方法,即 。 中心与数控车床、加工中心相对应。
普通车削中心用电动工具转塔刀架代替普通数控车床上的转塔刀架,增加了C轴功能。

1.设备厂家在制造设备时应提供下列资料:
(1)设备型号、速度、功率、规格、尺寸等。
(2)装备重心和重心定位。
(3)设备基座外形图,辅助设备和管道位置,坑,沟,孔尺寸,浆液层的厚度,锚杆和预埋部位等。
(4)干扰装置、干扰力矩及其方向。
(5)基础位置图及邻近建筑物。
(6)施工现场的地质调查资料和基础动力测试数据。
2.设备基础与建筑物基础,上部结构与混凝土地面分离。
3.当管路与机器连接,产生较大振动时,在与建筑物的接合处应采取隔振措施。
4.当设备基础的振动对附近的人、仪器设备、工厂生产和建筑物造成有害影响时,应采取隔离措施。
5.设备基础的设计不应造成有害不均匀沉降。
在汽车铣床上实现数控车削,多轴铣削,定位加工和钻孔程序设计。 设备有车铣复合数控加工编程模块。
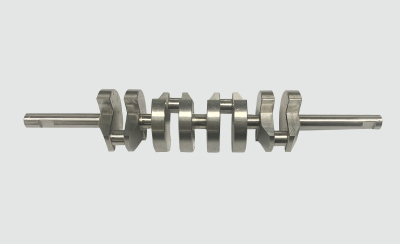
对旋转体、斜壁及轮廓腔进行粗加工时,可通过实体、曲面或曲线定义要加工的区域,切断大部分坯料,适合加工旋转零件的所有形状和型腔。粗加工时,通过跟随零件的加工策略,沿零件几何边界移动相同的步数,形成加工路径。当遇到交叉点时,修剪路径。
采用能有效地去除岛屿状周边余量,尤其适用于岛状孔加工。复杂曲面的坡度因平面凹凸而变化很大。三轴数控加工中,经常改变切削深度和宽度,会引起刀具载荷的不稳定性,加剧刀具磨损,降低加工质量。
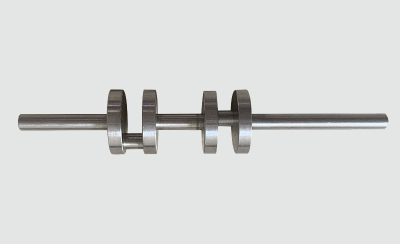
零件表面凹凸不平,易影响刀具和工件,造成严重后果。该定位法可克服复杂曲面三轴数控加工的缺点。车铣复合定位加工就是把B、C轴按一定角度切割,然后进行锁紧加工。一次加工结束后,按照另一加工区域法向调节B、C轴的角度进行加工。